
CONVERSION TECHNOLOGIES FOR PLASTICS – 1:
INJECTION MOLDING
Published: 18/03/2020
Thermoplastic fossil polymers have reached over the years a very high level of quality and their producers have adapted their polymer matrices to the different needs of conversion industries.
Machinery producers, on the other hand, have learned to respect the character of each polymer in order to preserve as much as possible their intrinsic technical qualities and advantages.
Choosing the ideal technology
During the development phase of design of a new application, engineers often have to make a technological choice. This choice is based on several elements which include the following:
- Part surface (area)
- Part function
- Level of integrated functions
- Design (2D or 3D shape)
- Surface finishing (direct or post treated?)
- Part size and weight
- Part precision (assembling)
- Expected numbers (yearly quantities = investment return)
- End of life predicted path (disassembling)
If the project is not born within a specific company with a specific in-house technology, the designer has to evaluate all the variables prior to deciding and choosing which way to take, with regards to conversion technology.
Frequently used conversion technologies
The most popular conversion technologies for plastics are the following:
- Injection molding (including co-injection)
- Injection blow molding
- Extrusion (including co-extrusion)
- Extrusion blow molding
- Thermo-forming (of extruded flat sheets)
Each technology represents an opportunity and poses some limitations, sometimes technical and sometimes economical. Let’s examine briefly their advantages and their potential disadvantages.
Injection molding
In this first article we will talk about Injection molding.
This technology is generally chosen for small and medium sized parts where high precision and high speed of production are the main drivers.
The injection technology offers: high numbers of parts/hour, possibility of installation in limited spaces, the creation of 2D and 3D objects, very tight tolerances and detailed features in the parts, limited production waste, parts ready for assembly or fully ready, integration of metal inserts in the part, snap fits for fastening, in-mold hinges, accurate surface finishes, multi-cavity molds (sometimes with different shapes in the same mold). In addition, it can count on a wide range of specific materials. It is by far the most widely used by the producers of raw materials. The above, in summary, are the advantages offered.
If this technology is chosen, the following aspects must also be considered: the cost of the molds (investment to be recovered with the production numbers), machine costs, the dimensions of the pieces (surfaces) directly linked to the size of the clamping group of the machine, energy consumption, the important tool-machine-material quality interrelations which contribute to the quality and consistency of the production.
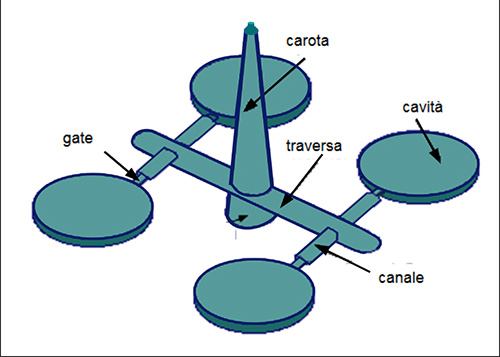
Particular attention will be paid to the choice of the mold injection systems and its injection points, as well as to the cooling / heating circuits of the tool (and cavities).

Injection technology gives a wide range of process control options. This can bring to extremely high quality (surface and precision) molded parts.
The key parameters that by interacting with each other can create a very wide grid of process condition options to properly convert any polymer are listed below:
Injection group controllable parameters:
- cylinder temperature profile (several points or areas)
- screw profile (different configurations)
- cylinder capacity (according to the total weight of the shot)
- screw diameter and length (generally 3 types available)
- screw rotation speed (and torque force in some machines)
- first specific injection pressure on the part (kg per square centimeter)
- packing specific injection pressure (several with ramps options)
- injection speed (with several steps option)
- screw mixing behaviors (thanks to a controllable counter-force/pressure)
- packing pressure time (for each step of the ramp 7.)
- controlled nozzle (both temperature and opening time, which can be also remotely controlled)
Co-Injection option
This technique can provide an extra added value to the part.
It can be used to make parts with two (or more) different colors, combine soft materials with rigid ones, use insulating polymers in combination with conductive ones. With appropriate tools it is possible to inject also incompatible materials to create free mechanisms in a complex single part avoiding in this way any post assembling work.
By Engr. Marco Bissoli
Marco Bissoli is an expert engineer in polymer processing technologies, structural analysis, thermal and CFD (Computerized Fluid Dynamics Analysis). Gambit Srl performs: simulation of polymer conversion processes (injection molding, extrusion, thermoforming and blow molding), structural analysis (linear, non-linear, static, dynamic, impact and vibration), thermal analysis (stationary and transient), CFD . It organizes and offers training courses on polymer processing technologies (injection molding, extrusion, thermoforming and blow molding) and on the adopted materials.
Share the article on your favorite social:
Did you find the article interesting?
 (No Ratings Yet)
(No Ratings Yet)
Are there any topics you'd like to see covered in this blog?
Your comments and requests are important to us: write them in the space below, it's available to you!