
LE TECNOLOGIE DI TRASFORMAZIONE DELLE MATERIE PLASTICHE – 3:
ESTRUSIONE
Pubblicato il: 15/05/2020
Oggi parliamo della tecnica “Estrusione”.
In questo articolo prenderemo in esame il gruppo di plastificazione della macchina il quale è apparentemente abbastanza semplice, se confrontato con la tecnica di lavorazione ad iniezione.
Ma proprio per questa sua “semplicità”, ovvero una minore varietà di regolazioni a disposizione, richiede l’impiego di materiali dedicati, particolarmente selezionati per la loro reologia (comportamento in fase “melt” o fuso) e costanza prestazionale.
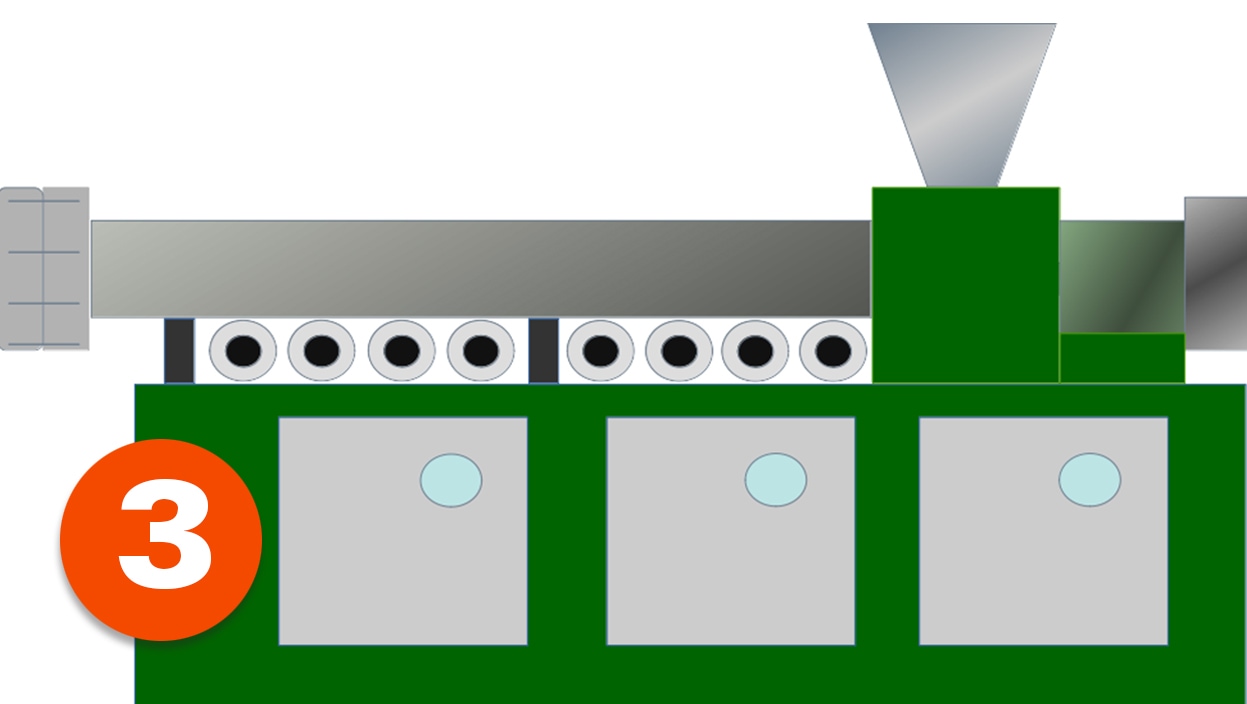
L’Estrusione è un processo continuo nel quale il materiale viene fuso grazie all’azione di una vite all’interno di un cilindro riscaldato e, all’uscita dal cilindro, fatto passare all’interno di una “testa” o una “filiera” (lo stampo) per ottenere la forma desiderata prima del suo raffreddamento.
Le principali teste e filiere di estrusione sono:
- Teste piane per la produzione di lastre, foglia e film
- Teste anulari per tubi e film in bolla
- Filiere per profili geometrici e tubi
In questa tecnologia, il materiale viene trascinato e spinto in avanti dalla vite rotante e grazie all’azione contemporanea della rotazione della vite (frizione meccanica) e delle fasce riscaldanti (azione termica) posizionate su tutta la lunghezza del cilindro, il materiale viene fuso e miscelato.
Gli estrusori possono essere monovite o bivite a seconda che la lavorazione del materiale all’interno del cilindro sia fatta da una sola vite o da due viti.
La geometria è studiata a seconda del tipo di polimero in lavorazione e, nel caso di un estrusore monovite, può essere schematicamente suddivisa in tre zone principali: zona di alimentazione (trasporto dei solidi), zona di compressione (fusione dei solidi), zona di miscelazione (trasporto del fuso).
Nel caso di estrusori bivite (corotante o controrotante) la vite può essere costituita da settori intercambiabili, permettendo così di variare l’azione meccanica e il controllo sul materiale nella fase “melt” o fusione. Sono impiegati in prevalenza per la compoundazione grazie alla possibilità di miscelare in maniera efficace differenti componenti o additivi con la matrice polimerica principale.
Come sopra indicato contrariamente ad altre tecnologie di lavorazione, l’estrusione è un processo continuo. Una volta avviato non si ferma mai fino al completamento della produzione, senza interruzioni intermedie come avviene nel caso dell’iniezione (processo ciclico) quando si attende il tempo necessario al raffreddamento e compattamento del pezzo nello stampo. Questo significa che con questa tecnica non si parla di numero di pezzi/ora, bensì di kg/ora o di metri/ora. L’estrusione permette di ottenere manufatti di lunghezza teoricamente infinita; il limite di lunghezza è dettato spesso dalla dimensione del veicolo (bilico) che dovrà trasportare il prodotto.
La larghezza invece è sempre ben definita. Nel caso di lastre piane o lastre alveolari ad oggi si aggira attorno ai 2 metri.
L’estrusore è il “cuore” pulsante dell’insieme di componenti che costituirà l’impianto di estrusione, in cui entra in gioco tutto ciò che viene prima e dopo la macchina di estrusione.
L’impianto di estrusione comprende infatti un certo numero di elementi che servono per la gestione delle materie prime nella fase di alimentazione della macchina (es. i dosatori volumetrici) e tutta una serie non meno importante di strumenti a valle (es. la testa di estrusione, il sistema di calibrazione, il bagno di raffreddamento o condizionamento del manufatto estruso, il sistema di asciugatura, la sezione del taglio a misura del manufatto, ecc..) che, a seconda che si tratti di tubi, profili, lastre o film, avranno una loro specificità e complessità. Di questo variegato e complesso insieme parleremo più avanti.
Vediamo ora i fattori che influenzano la lavorazione della materia prima nel processo di estrusione.
- geometria della vite (diametro, lunghezza, passo, profondità dei canali, elementi di miscelazione)
- temperatura del cilindro di plastificazione nelle diverse zone (fasce riscaldanti e ventilatori)
- velocità di rotazione della vite (motore)
- pressione alla fine dell’estrusore (dipendente dai componenti a valle, alcuni controllabili)
La geometria della vite è definita in fase di progettazione ed è determinante per le prestazioni dell’impianto.
Durante il processo solo i punti 2, 3 e 4 sono controllabili e possono essere impiegati limitatamente per modificare parzialmente le prestazioni dell’impianto.

Cosa offre la tecnologia di estrusione
La tecnica di estrusione permette di creare, in continuo, da un semplice spaghetto (come nel caso di compound polimerici) a manufatti con forme geometriche anche molto complesse, ma sempre con uno sviluppo longitudinale, ovvero nella direzione di uscita dalla testa della macchina.
Nel caso di produzioni bidimensionali si parla di film sottili a lastre piane compatte, anche ottiche, con spessori che possono essere anche piuttosto elevati (es. 20mm).
Nel tridimensionale si passa da profili con forme geometriche semplici (a U a L a C, ecc…) sino ai profili scatolati per finestre, caratterizzati da numerose partizioni interne utili per l’isolamento termico e la rigidità oltre a elementi esterni funzionali al loro uso.
Tra i profili tridimensionali con ampie superfici, quelli più interessanti sono sicuramente rappresentati dalle lastre alveolari per serre e i pannelli ingegnerizzati. Come per i profili delle finestre, anche questi hanno al loro interno un numero elevato di partizioni (alveoli o settori) che le rendono strutturalmente resistenti e termicamente isolanti. Sempre restando nelle applicazioni meno convenzionali e realizzate con questa tecnica, ricordiamo i semilavorati in barre che rappresentano un mondo a sé rispetto alle più agili produzioni di lastre, film e profili.
Tralasciando il settore della produzione di compound che porta al “semplice” spaghetto dal quale si otterrà il granulo adatto alle differenti tecnologie di trasformazione, ci occuperemo qui delle necessità e complessità proposte dai manufatti tecnici con geometrie più o meno complesse.
Avendo a disposizione solo pochi parametri di lavorazione (in particolare se parliamo di estrusione con mono-vite) dovremo disporre di polimeri con un comportamento allo stato fuso molto stabile e preciso. Stiamo parlando quindi di materiali con MFI (melt flow index) molto basso. In genere per questa lavorazione vengono utilizzati prodotti con un MFI massimo di 5g/10’, dove i valori di MFI più comuni si muovono, nella parte più bassa, tra 0,12g/10’ – 0,23g/10’ (es. HDPE per tubi rigidi in pressione) e nella parte più alta 3g/10’ – 5g/10’ (es. Policarbonato, ABS, PMMA, ecc…) per profili e lastre di vario tipo.
Oggi, grazie alla ricerca condotta negli anni dai produttori di polimeri fossili troviamo all’interno di ogni famiglia di polimeri la versione più congeniale per questa tecnologia.
PC, PS, PMMA sono i materiali amorfi più utilizzati quando entrano in gioco necessità meccaniche, o estetiche, la trasparenza o, come nel caso del PVC, la resistenza ad agenti esterni. Nel settore edile recentemente ha trovato posto anche il PET amorfo per la realizzazione di lastre compatte ondulate e trasparenti.
Tra i materiali semi-cristallini il PE è il più impiegato per soddisfare necessità di resistenza chimica, meccanica a freddo (in particolare l’HDPE è il materiale d’elezione per i tubi acqua e GAS in pressione, oppure con versioni ad hoc per il settore degli shopper). Il PP è utilizzato per articoli di largo consumo (tubi e lastre alveolari per imballi, prodotti “non woven”) in cui anche il costo può essere una variabile rilevante. Nei profili per il taglio termico di finestre troviamo invece profili in PA6 o 66, rinforzati con di fibre di vetro che garantiscono la necessaria resistenza termica, meccanica e il basso coefficiente di dilatazione termica; tutti elementi necessari all’applicazione.
A cura di: Ing. Marco Bissoli
Marco Bissoli è un ingegnere esperto di tecnologie di lavorazione dei polimeri, di analisi strutturali, termiche e CFD (Analisi Fluidodinamica Computerizzata). Gambit Srl esegue: simulazione di processi di trasformazione dei polimeri (stampaggio ad iniezione, estrusione, termoformatura e soffiaggio), analisi strutturali (lineari, non lineari, statiche, dinamiche, di impatto e vibrazione), analisi termiche (stazionarie e transitorie), CFD . Organizza e propone corsi di formazione sulla tecnologia di lavorazione dei polimeri (stampaggio a iniezione, estrusione, termoformatura e soffiaggio) e sui materiali impiegati.
Condividi l'articolo sul tuo social preferito:
Hai trovato l'articolo interessante?
 (1 votes, average: 5,00 out of 5)
(1 votes, average: 5,00 out of 5)
Ci sono argomenti che ti piacerebbe venissero trattati in questo blog?
I tuoi commenti e le tue richieste sono importanti per noi: scrivili nello spazio qui sotto, è a tua disposizione!
Paolo pozzi
Vorrei partecipare ad eventuali corsi per estrusione polimeti
Emilo Sitta
Egregio Signor Pozzi,
grazie per la sua gentile richiesta.
Le suggerisco di contattare direttamente la Società Gambit Srl (Mi); l’Ing. Bissoli tiene corsi di formazione e aggiornamento sul tema di suo interesse.
Son certo che resterà soddisfatto.
Un cordiale saluto
E.Sitta