
CONVERSION TECHNOLOGIES FOR PLASTICS – 3:
EXTRUSION
Published: 15/05/2020
Today we shall talk about the technique: “Extrusion”.
In this article we will examine the plasticizing group of the machine which is apparently quite simple, if compared with the injection processing technique.
But it is precisely this “simplicity”, a lesser variety of available adjustments, that requires the use of dedicated materials, particularly selected for their rheology (behavior in the “melt” or melted phase) and constant performance.
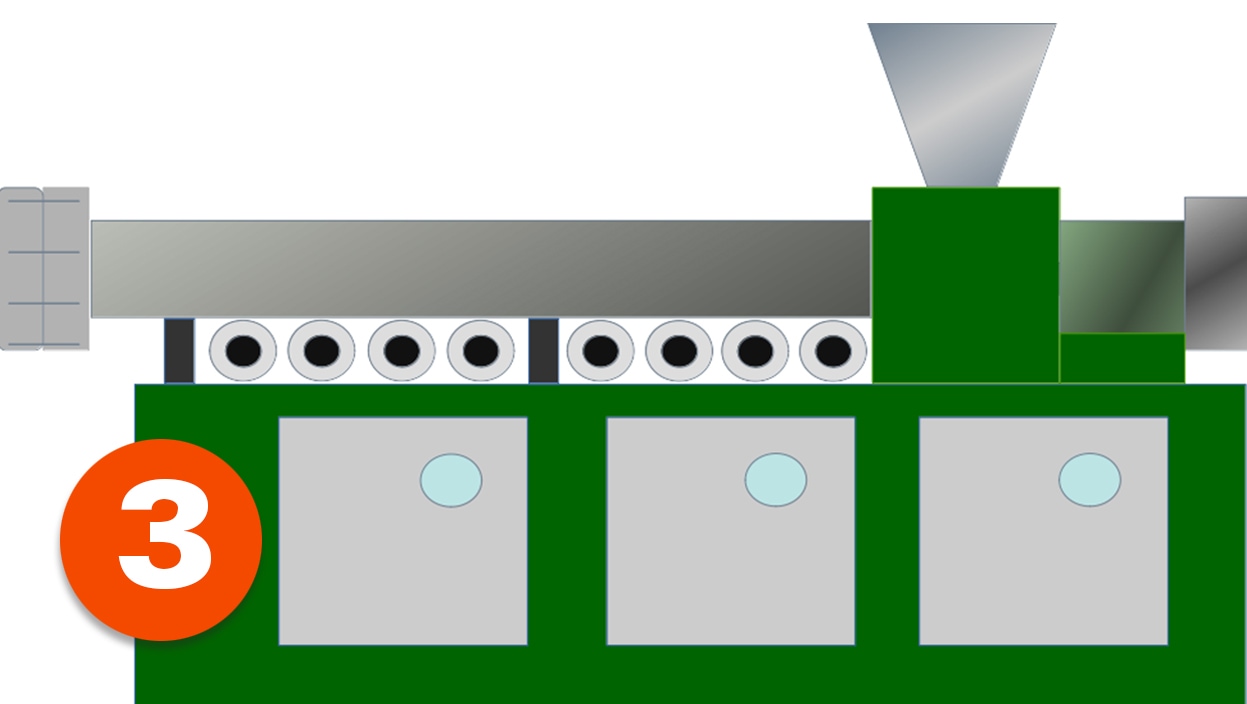
Extrusion is a continuous process in which the material is melted thanks to the action of a screw inside a heated cylinder and, upon exiting the cylinder, passed through a die to obtain the desired shape before cooling.
The main extrusion dies are:
- Flat dies for the production of thick sheets, thin sheets and films
- Annular dies for tubes, parisons and blown film
- Profile dies for various shape profiles
In this technology, the material is dragged and pushed forward by the rotating screw and thanks to the simultaneous action of the rotation of the screw and the heating bands positioned along the entire length of the cylinder, the material is melted and mixed.
The extruders can be single-screw or twin-screw depending on whether the material inside the cylinder is processed by a single screw or two screws.
The geometry of the single screw is studied according to the type of polymer being processed and, in the case of a single-screw extruder, it can be schematically divided into three main areas: feeding area (transport of solids), compression area (melting of solids), mixing (transport of the melt).
In the case of twin-screw extruders (co-rotating or counter-rotating) the screw can be made up of interchangeable sectors, thus allowing to vary the mechanical action and the control over melting and mixing. They are mainly used for compounding thanks to the possibility of effectively mixing different components or additives with the main polymer matrix.
As indicated above, contrary to other processing technologies, extrusion is a continuous process. Once started, it never stops until production is completed, without intermediate interruptions as occurs in the case of injection (cyclical process) when the time required for cooling and packing of the part in the mold is necessary.
This means that with this technique we are not talking about the number of pieces/hour, but about kg/hour or meters/hour. The extrusion allows to obtain products of theoretically infinite length; the length limit is often dictated by the size of the vehicle (truck) that will transport the product.
The width, however, is always well defined. In the case of flat compact sheets or honeycomb sheets it can be around 2 meters.
The extruder is the beating heart of the set of components that will make up the extrusion plant, where everything that comes before and after the extrusion machine comes into play.
The extrusion plant includes in fact a certain number of elements which are used for the management of the raw materials during the feeding phase of the machine (e.g. volumetric dosing units) and a whole no less important series of downstream instruments (e.g. extrusion dies, calibration system, cooling or conditioning bath of the extruded product, drying system, cut-to-measure station, etc.) which, depending on whether it is pipes, profiles, sheets or film , will have their own specificity and complexity. We will talk about these varied and complex systems in the future.
Let’s see now the factors that influence the raw material process in extrusion.
- screw geometry (diameter, length, lead, channel depth, mixing elements)
- temperature of the plasticizing cylinder in the various areas (heating bands and fans)
- screw rotation speed (motor)
- pressure at the end of the extruder (dependent on downstream components, some of which controllable)The geometry of the screwis defined during the design phase and is crucial for the performance of the system.
During the process only points 2, 3 and 4 are controllable and can be used only to partially modify the performance of the system.

What extrusion technology offers
The extrusion technique allows you to create, continuously, from a simple spaghetti flow (as in the case of polymeric compounds) to products with even very complex geometric shapes, but always with a longitudinal development, i.e. in the direction of exit from the machine head.
In the case of two-dimensional productions, we speak of thin films with compact flat sheets, including optical ones, with thicknesses that can be quite high (e.g. 20mm).
In the three-dimensional, one passes from profiles with simple geometric shapes (U to L to C, etc …) up to boxed profiles for windows, characterized by numerous internal partitions useful for thermal insulation and rigidity as well as external elements functional to their use and installation.
Among the three-dimensional profiles with large surfaces, the most interesting ones are certainly represented by the honeycomb sheets for greenhouses and the engineered panels. As for the window profiles, these too have a large number of partitions (any comb voids or sectors) inside that make them structurally resistant and thermally insulating. Still remaining in the less conventional applications realized with this technique, we mention the semi-finished products made in solid bars that represent a world of their own with respect to the more agile production of sheets, films and profiles.
Leaving aside the compound production sector which leads to the “simple” spaghetti from which the granule suitable for the different transformation technologies will be obtained, we will deal here with the needs and complexities proposed by the technical products with more complex geometries.
Having only a few processing parameters available (in particular if we handle single-screw extrusion) we will have to have polymers with a very stable and precise behavior in the molten state. We are therefore talking about materials with a very low MFI (melt flow index). In general, for this processing, products with a maximum MFI of 5g/10′ are used, where the MFI values of the most common products move in the lower part between 0.12g/10′ – 0.23g/10 ‘( HDPE for rigid pressure pipes) and in the highest part 3g/10′ – 5g/10’ (Polycarbonate or ABS, PMMA, etc …) for profiles and different types of sheets.
Today, thanks to the research conducted over the years by the producers of fossil polymers, we find within each family of polymers the most congenial version for this technology.
PC, PS, PMMA are the most used amorphous materials when mechanical or aesthetic needs come into play, transparency or, as in the case of PVC, resistance to external agents. In the construction sector, amorphous PET has also recently found a place for the creation of compact corrugated and transparent sheets.
Among the semi-crystalline materials, PE is the most used to meet the need for chemical resistance, mechanical properties in cold conditions (in particular HDPE is the material of choice for water and GAS pipes under pressure, or with ad hoc versions for shopper sector).
PP is used for consumer goods (tubes and honeycomb sheets for packaging, non-woven products) where the cost can also be a significant variable. In the profiles for windows thermal break we find profiles in PA6 or 66, reinforced with glass fibers which guarantee the necessary thermal and mechanical resistance and the low coefficient of thermal expansion; all elements necessary for the application.
By Engr. Marco Bissoli
Marco Bissoli is an expert engineer in polymer processing technologies, structural analysis, thermal and CFD (Computerized Fluid Dynamics Analysis). Gambit Srl performs: simulation of polymer conversion processes (injection molding, extrusion, thermoforming and blow molding), structural analysis (linear, non-linear, static, dynamic, impact and vibration), thermal analysis (stationary and transient), CFD . It organizes and offers training courses on polymer processing technologies (injection molding, extrusion, thermoforming and blow molding) and on the adopted materials.
Share the article on your favorite social:
Did you find the article interesting?
 (No Ratings Yet)
(No Ratings Yet)
Are there any topics you'd like to see covered in this blog?
Your comments and requests are important to us: write them in the space below, it's available to you!