
CONVERSION TECHNOLOGIES FOR PLASTICS – 4: EXTRUSION-BLOW MOLDING
Published: 23/06/2020
Today we shall talk about the Extrusion – Blow Molding technology.
We have arrived at the fourth processing technique within the context of this general information section.
In this article we shall talk about extrusion-blow molding, a technique that is only apparently simple and certainly not trivial.
As in the case of extrusion, the plasticizer apparatus (extruder) has a limited variety of adjustments, which requires the use of dedicated and selected materials, for their rheology in the “melt” (melted) phase and constant quality.
It is a processing technique system that can be continuous or cyclical.
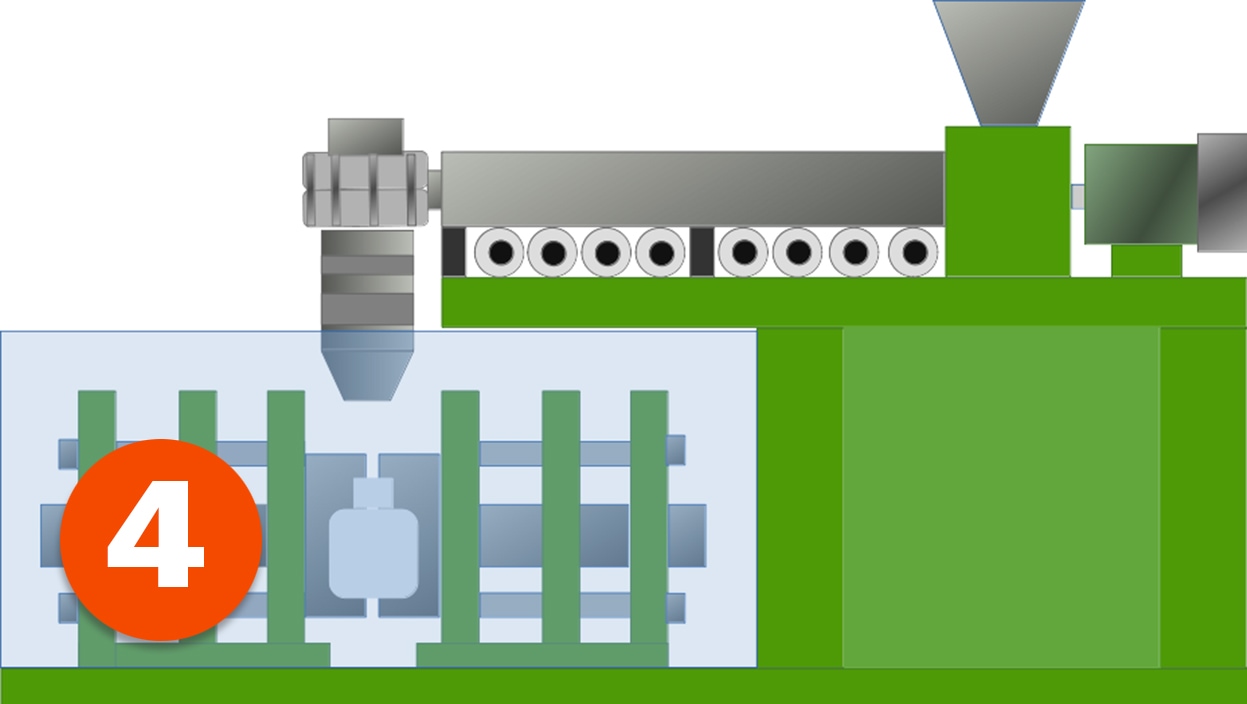
Through an extrusion process (plasticizing screw-heating cylinder), the material is conveyed to an annular extrusion head, which produces a tubular profile called “parison”.
The parison, which always has a diameter functional to the size of the final object, comes out of the head (downward) at a specific speed until it reaches the necessary length, after which it is intercepted and stapled (closed above and below) by the two halves of the mold.
At that point, once the sealing of the two ends has been obtained, air under pressure is blown through a nozzle inside the parison. Thanks to the calibrated air pressure, the tube, consisting of the still hot polymeric material, by swelling and stretching adheres to the walls of the mold, assuming the final designed shape.
The hot material, in contact with the mold walls thermally conditioned by the circulation of a refrigerant fluid, is cooled down to extraction temperature.
Once sufficient rigidity is reached, the mold opens and the part is pulled out.
The top and bottom “scraps” are removed and are usually immediately re-grinded and added in a certain percentage to the virgin material directly in the extruder hopper.
The main configurations of extrusion-blow molding plants are:
- Single output head with free flow and single mold
- Single output head with free flow and multiple mold
- Multiple output head with free flow and single mold
- Multiple output head with free flow and multiple mold
- Accumulation head and single mold
Productivity with this technique is quantified in number of pieces per hour, while the characteristics of the machine are assessed in volume (litres) and the performance of the extruder in kg per hour.
Plant characteristics (defined during the design phase):
- diameter and length of the screw
- screw profile (different configurations depending on the material used)
- sizing of the extrusion head
Process parameters (controllable during production):
- temperatures in the areas of the plasticizing cylinder
- screw rotation speed
- head temperature
- adjustment of the parison thickness
What the Extrusion – Blow Molding Technology Offers
The blowing process is the third process of transformation of thermoplastic materials, in terms of importance and diffusion, after injection and extrusion. It allows to create hollow objects such as: bottles, liquid containers, car tanks, shaped tubes, etc…
The advantages of this production technology are:
- Complex forms
- Minimum thicknesses
- Material with little stress in the melt phase
- Excellent definition of the external surface
- Possibility to produce multi-layer components (two or more extruders)
The only recognized disadvantage is the potential difficulty of checking the accuracy / homogeneity of the thickness of part walls. This is partly due to the phenomenon of “sagging” as the parison undergoes a stretching and consequent uneven thinning due to gravity.
This phenomenon is quite evident in the case of high volume components (litres).

To try to obtain the desired distribution of final thicknesses there are several ways to manage the thickness of the parison:
- AWT (Axial Wall Thickness control) for dynamic axisymmetric adjustment
- PWT (Partial Wall Thickness control) for dynamic ovalization
- SFDR (Static Flexible Deformable Ring) for static circumferential adjustment
To manage the phenomenon of sagging and the uneven cooling of the parison, extrusion heads called “accumulation” are used.
With this technique, the quantity of material necessary to form the finished piece is first accumulated in a chamber inside the head and, subsequently, quickly extruded via a hydraulic piston. In this way, the risks of uneven cooling along the length of the parison, or of stratified cooling in the thickness of the same, are reduced.
Generally for these processes, products with a maximum MFI of 3g / 10 ‘are used.
Among the most used materials with this technology we find: HDPE, PP, PC and some PA.
This process has been specifically designed to obtain hollow bodies, with simple shapes (bottles, flacons, drums) but, over time, it has also been possible to develop more complex parts (lids and doors for cabinets, petrol tanks and liquid containers under the hood of cars).
Light, insulating, impact-resistant objects, made possible also thanks to the evolution of raw materials made by primary producers.
By Engr. Marco Bissoli
Marco Bissoli is an expert engineer in polymer processing technologies, structural analysis, thermal and CFD (Computerized Fluid Dynamics Analysis). Gambit Srl performs: simulation of polymer conversion processes (injection molding, extrusion, thermoforming and blow molding), structural analysis (linear, non-linear, static, dynamic, impact and vibration), thermal analysis (stationary and transient), CFD. It organizes and offers training courses on polymer processing technologies (injection molding, extrusion, thermoforming and blow molding) and on the adopted materials.
Share the article on your favorite social:
Did you find the article interesting?
 (No Ratings Yet)
(No Ratings Yet)
Are there any topics you'd like to see covered in this blog?
Your comments and requests are important to us: write them in the space below, it's available to you!