
CONVERSION TECHNOLOGIES FOR PLASTICS – 2:
INJECTION-BLOW-MOLDING
Published: 20/04/2020
In the previous communication we talked about the polymer transformation technique by means of the “injection molding” technique.
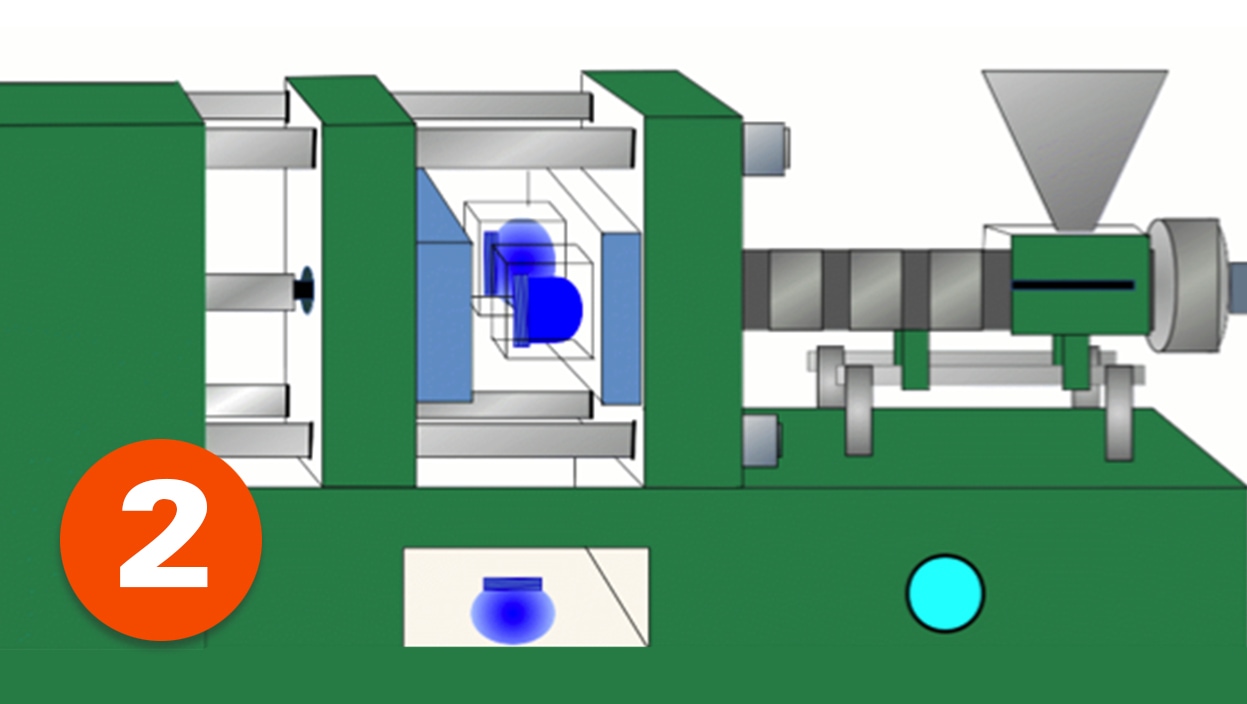
Today we shall talk about the “injection-blow-molding” technology.
From a technological point of view, the injection/plasticizing unit of the machine is no different from the standard one already seen for standard injection molding. It offers all the conversion parameters necessary to transform correctly any thermoplastic polymer.
Here we recall them back for a completeness of information:
Injection group controllable parameters:
- cylinder temperature profile (several points or areas)
- screw profile (different configurations)
- cylinder capacity (according to the total weight of the shot)
- screw diameter and length (generally 3 types available)
- screw rotation speed (and torque force in some machines)
- first specific injection pressure on the part (kg per square centimeter)
- packing specific injection pressure (several with ramps options)
- injection speed (with several steps option)
- screw mixing behaviors (thanks to a controllable counter-force/pressure)
- packing pressure time (for each step of the ramp 7.)
- controlled nozzle (both temperature and opening time, which can be also remotely controlled)
This technique allows to create parts with the diameter of the neck smaller than the main body.

It is mainly used in the production of void bodies (bottles, jars for creams or spices, etc. …) of high quality and specific functions such as:
- calibrated neck (also cent of millimeters dimensions)
- precise and calibrated neck thread (tight fixing of screwed on covers)
- more homogeneous thickness in the body of the blown article (mechanical and optical qualities)
- perfect gloss, or opacity, of the surface (glossy or embossed, mix of the two)
- small size (maximum 350mm in diameter) *
- speed of execution (molding phase and hot blowing phase)
In this case what we will have to pay attention to is the visco-elasticity of the polymer that we will choose for our parts. This technique in fact involves the stretching of a membrane (a structure characterized by the prevalence of length and width over thickness) in a temperature range where the mechanical behavior is best represented by visco-elastic models.
* In the lighting sector, lighting globes up to 500mm in diameter were made using this technique. However the displacement (by translation or rotation) of high masses of still hot polymer (at each opening cycle the blown parts are ejected and the preforms for blowing are just molded), introduces critical elements in the homogeneity of the thickness of the final shape.

The technology offers: high productivity, possibility of installation in small spaces, the creation of 3D objects with very close tolerances and precise details in the parts, very limited production waste, parts ready for labeling or already finished, bayonet closing elements or with threading, accurate surface finishes, multi-cavity molds (also with different shapes).
Its flexibility also allows the use of high-tech polymers such as Polycarbonate, resistant to UV or hydrolysis, transparent or opal, self-extinguishing. With this technology, the first lighting spheres for public and private parks and gardens in Polycarbonate were created in the 1980s to prevent breakages caused by vandalism.
The technology competes with traditional blow molding (of which we will talk in the future) but it is unrivaled when millimeter details are needed in the final part.
Numerous materials are available for this technology, which have the right balance between mold-ability and stretching capacity: PP, PE, PET, PC, PS, SAN, PMMA; with rather low MFI (melt flow index).
The blowing section is not part of the machine from which it is however controlled. Heated and filtered air is used for blowing. In more complex cases, where the sensitivity of the polymer to air can create some problems, nitrogen is also used.
Amorphous PET water bottles also fall under the sphere of influence of the injection blow molding. In this case the technology is mostly divided into two moments. In the first phase, the pre-forms are molded with standard high-speed injection machines, with the dimensions and thickness of the “test tube” calculated for the final bottle (0.5L, 1.0L, 1.5L or more). The same can thus be divided by color and stored for a certain time. They will be heated up and blown at a later time (when needed), on very high productivity rotation machines; often connected with filling and labeling plants.
By Engr. Marco Bissoli
Marco Bissoli is an expert engineer in polymer processing technologies, structural analysis, thermal and CFD (Computerized Fluid Dynamics Analysis). Gambit Srl performs: simulation of polymer conversion processes (injection molding, extrusion, thermoforming and blow molding), structural analysis (linear, non-linear, static, dynamic, impact and vibration), thermal analysis (stationary and transient), CFD . It organizes and offers training courses on polymer processing technologies (injection molding, extrusion, thermoforming and blow molding) and on the adopted materials.
Share the article on your favorite social:
Did you find the article interesting?
 (No Ratings Yet)
(No Ratings Yet)
Are there any topics you'd like to see covered in this blog?
Your comments and requests are important to us: write them in the space below, it's available to you!