
LE TECNOLOGIE DI TRASFORMAZIONE DELLE MATERIE PLASTICHE – 5:
TERMOFORMATURA
Pubblicato il: 14/07/2020
In questo ultimo documento informativo della serie dedicata alle tecnologie di trasformazione parleremo di una tecnica che è forse la più semplice e antica nel panorama della trasformazione dei polimeri termoplastici e, per certi aspetti, la più affascinante.
Stiamo parlando della Termoformatura.
È stata inserita alla fine perché è una tecnica che parte da lontano, dall’estrusione di una lastra (vedi articolo 1) e utilizza due media aggiuntivi: lo stampo e l’aria; elementi comuni ad altre tecniche di cui abbiamo già parlato in questa rubrica (vedi articoli 2, 3 e 4).
In questo caso, la trasformazione da materiale a oggetto finito parte da un “semilavorato”. Un prodotto che a monte è già pronto all’uso.
Si presenta in forma di lastra piana, una forma in grado di svolgere delle funzioni già così com’è (vedi lastre divisorie in PPMA trasparente, o per il rivestimento o la protezione di superfici) contrariamente al granulo di base.
Con questa tecnica si compie una trasformazione di forma, da bidimensionale a tridimensionale.
Stiamo parlando di un processo che, seppur automatizzabile, richiede una certa manualità in funzione delle forme e delle dimensioni dei pezzi realizzabili.
Si possono creare oggetti il cui limite dimensionale in larghezza è quello concesso dalla lastra estrusa che, come abbiamo già evidenziato in precedenza (vedi articolo 1) può arrivare a 2,0 – 2,5 metri.
La lunghezza in estrusione, come sappiamo, non è un limite.
Il limite lo pone la macchina da termoformatura e la gestione del pezzo finito.
Cosa si può fare con questa tecnologia?
I termoformati oggi sono usati in un campo molto vasto:
- Contenitori di varia forma, dimensione e profondità
- Componenti per parti interne ed esterne dei veicoli
- Accessori esterni per auto
- Interni dei frigoriferi
- Cabine doccia e vasche da bagno
- Parti di carrozzeria di macchine agricole
- Bicchieri e piatti monouso
I materiali impiegati sono per l’80% amorfi e di questi gran parte sono costituiti da resine PC, ABS, HIPS, etc…
Le pressioni e le temperature utilizzate, sono piuttosto basse rispetto ad altri metodi di trasformazione che abbiamo presentato (iniezione, estrusione).
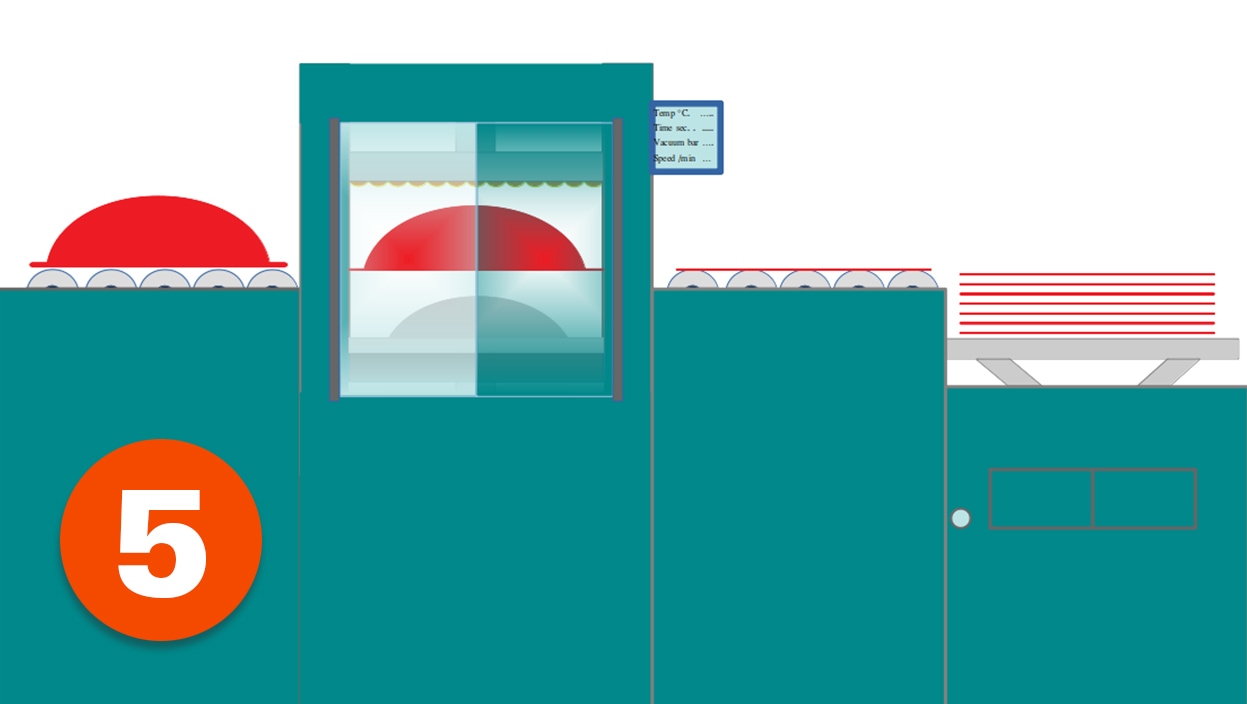
Il processo
In sintesi il processo si basa su sei passaggi standard:
- caricamento del semilavorato,
- riscaldamento dello stesso,
- formatura,
- raffreddamento del pezzo,
- estrazione del manufatto,
- rifinitura del perimetro.
1) Il semilavorato realizzato in materiale termoplastico si può trovare sotto forma di:
- pellicola (film): spessore fino a 0.2 mm
- foglia: spessore tra a 0.2 mm e 2 mm
- lastra: spessori superiori ai 2 mm fino a oltre 10 mm
2) Il semilavorato viene posizionato su un telaio opportuno e viene bloccato perimetralmente da sistemi di fissaggio meccanico a ganascia.
Il posizionamento della lastra può avvenire manualmente o per mezzo di un sistema automatico di trascinamento, oppure con ventose sotto vuoto, come accade per le lastre di vetro.
3) I due lati della superficie vengono riscaldati omogeneamente, o in forma differenziata, con varie tecniche:
- resistenze riscaldate elettricamente,
- elementi a raggi infrarossi, oppure
- piastre riscaldate direttamente in contatto con il materiale.
4) Una volta raggiunta la temperatura di rammollimento tipica del polimero utilizzato (in genere da 140°C a 240°C), la lastra viene fatta aderire allo stampo tramite l’azione del vuoto creato da piccoli fori di evacuazione dell’aria ricavati nello stampo.
A volte può essere necessario l’utilizzo di un punzone che “pre-stiri” la lastra in modo da deformarla dove più serve e rendere così più agevole l’azione del vuoto.
A volte il pre-stiro può essere ottenuto tramite la pressione dell’aria che dando una curvatura alla lastra, ne aumenta la superficie favorendo la successiva fase di vera e propria formatura.
5) Dopo un periodo transitorio di raffreddamento, il pezzo divenuto solido può essere maneggiato, svincolato dallo stampo e sottoposto alle ulteriori lavorazioni.
6) Lo scarto perimetrale rimasto indenne dalla fase di stiro, quindi ancora con lo spessore originale della lastra o film, viene meccanicamente separato dal pezzo, a mano o in automatico e accantonato per essere riciclato e reimmesso nella produzione senza difficoltà.
Oppure venduto a società di rigranulazione ben liete di riceverlo per l’elevata qualità residua del materiale.
Il manufatto quando esce dallo stampo è completamente integro (per ottenere l’effetto vuoto non può avere aperture), viene quindi avviato al processo/i di post lavorazione.
Il lavoro di finitura è in realtà tanto importante quanto la formatura stessa.
Per mezzo di punte e frese possono essere praticati fori di fissaggio o fresature passanti (es. prese d’aria di raffreddamento di una carrozzeria per macchine medicali o agricole), oppure semplici modanature estetiche.
I pezzi possono essere laccati o sovra verniciati, per assumere il valore estetico di una carrozzeria metallica.
Quando scegliere la termoformatura come tecnologia di produzione ?
Per le applicazioni più tecniche la scelta diventa quasi naturale quando
- si è di fronte a dimensioni importanti (es. una vasca da bagno o un portasci per auto);
- le produzioni/anno si aggirano attorno ai 5000 – 6000 pezzi (per produzioni di più ampio respiro, compatibilmente con la dimensione e la complessità del pezzo, è sicuramente utile fare un confronto con l’iniezione)
- il rapporto peso/superficie del pezzo deve restare entro i limiti concessi dalla tecnologia, non sono richiesti elementi di fissaggio a scatto integrati nel pezzo, i modelli dell’oggetto possono cambiare pur restando nelle stesse dimensioni generali;
- nei pezzi molto piccoli non c’è una vera convenienza. Ma un caso a sé è costituito da piatti, bicchierini e vaschette usa e getta; la grande dimensione delle lastre (fino a 4mt2) permette di produrre con una certa velocità decine di pezzi/volta. Gli stampi in questo caso fanno la differenza perché danno la forma e tranciano contemporaneamente ogni singolo piatto, riducendo così i tempi di recupero dei pezzi che possono essere impilati automaticamente da robot asserviti alla macchina.
Le attrezzature
Gli stampi per termoformatura possono essere di vari materiali anche piuttosto economici, ad esempio come il legno, oppure la fibra di vetro o, per pezzi molto tecnici e con finiture di classe elevata, in alluminio.
Entro certi limiti è possibile ottenere pezzi con sotto squadra, sfruttando l’elasticità del materiale per l’estrazione dallo stampo.
In altri casi più spinti, oppure i presenza di materiali più fragili, lo stampo può essere predisposto con movimenti ad hoc per liberare le parti ingaggiate nel sottosquadra.
I principali vantaggi della termoformatura sono:
- Possibilità di produrre componenti estesi con superfici sino a 4mt2
- Produrre oggetti anche di peso elevato (fino a 125kg)
- Produrre oggetti con spessori da 0,05 fino a 12mm
- Costi ridotti degli stampi
- Possibilità di produrre anche piccole serie
- Costi contenuti anche nel caso di frequenti cambi di colore
- Applicazioni muti materiale
- Possibilità di pre-decorare la superficie in vista della foglia o lastra
- Possibilità di inserimento di inserti nel pezzo*
* Gli inserti vengono posizionati nello stampo e avvolti dal materiale caldo che li ingloba e li àncora.
Alcuni svantaggi di questa tecnica sono:
- Necessità di rifinire sempre il componente eliminando il materiale in eccesso
- Gestione dello sfrido
- Difficoltà nell’ottenere spessori uniformi
- Difficile controllo omogeneo delle temperature
- Dipendenza dalla qualità dei prodotti semi-finiti (lastre o film) spesso acquistati da fornitori esterni.
Anche in questo caso le materie prime giocano un ruolo importante per la qualità finale. La scelta del fornitore diventa quindi strategica.


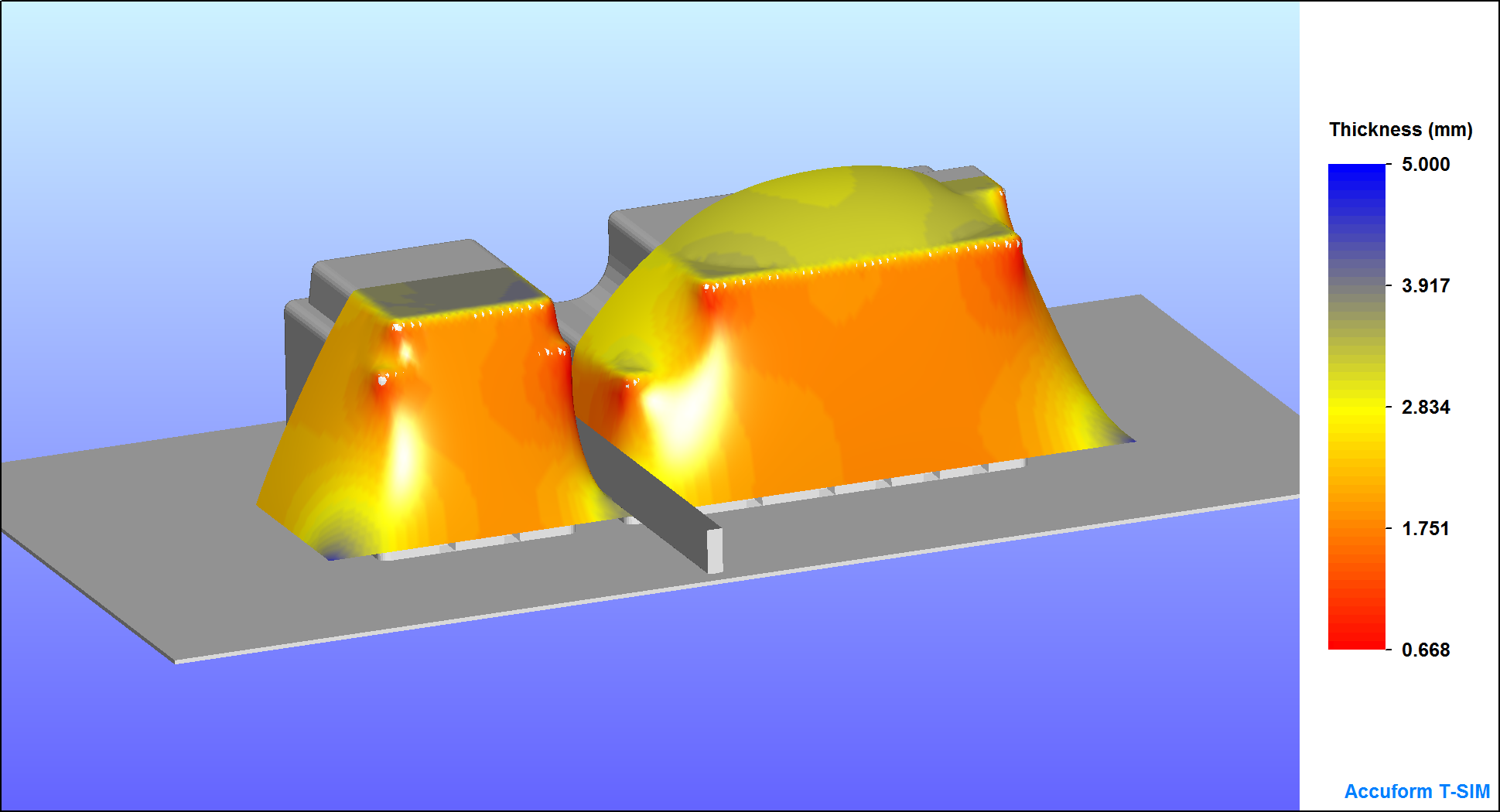

La simulazione computerizzata permette vedere come il materiale si distribuisce nello stampo durante il processo di termoformatura.
A cura di: Ing. Marco Bissoli
Marco Bissoli è un ingegnere esperto di tecnologie di lavorazione dei polimeri, di analisi strutturali, termiche e CFD (Analisi Fluidodinamica Computerizzata). Gambit Srl esegue: simulazione di processi di trasformazione dei polimeri (stampaggio ad iniezione, estrusione, termoformatura e soffiaggio), analisi strutturali (lineari, non lineari, statiche, dinamiche, di impatto e vibrazione), analisi termiche (stazionarie e transitorie), CFD. Organizza e propone corsi di formazione sulla tecnologia di lavorazione dei polimeri (stampaggio a iniezione, estrusione, termoformatura e soffiaggio) e sui materiali impiegati.
Condividi l'articolo sul tuo social preferito:
Hai trovato l'articolo interessante?
 (1 votes, average: 5,00 out of 5)
(1 votes, average: 5,00 out of 5)
Ci sono argomenti che ti piacerebbe venissero trattati in questo blog?
I tuoi commenti e le tue richieste sono importanti per noi: scrivili nello spazio qui sotto, è a tua disposizione!