
CONVERSION TECHNOLOGIES FOR PLASTICS – 5: THERMOFORMING
Published: 14/07/2020
In this information document, the last in the Conversion Technologies series, we shall talk about a technique that is perhaps the simplest and most ancient in the thermoplastic polymers conversion panorama and, in some respects, the most fascinating.
We are talking about thermoforming.
It is issued as the last one because it is a technique that starts from afar, from the extrusion of a plate (see issue 1) and uses two additional media: the mold and the air. Elements in common to other techniques of which we have already spoken in this “Shared Knowledge” work (see issues 2, 3 and 4).
In this particular case the passage from a raw material to a finished object starts from a “semi-finished” product.
This means, a product that upstream is ready for use as such. It comes in the form of a flat sheet, a shape capable of performing functions as it is (see transparent PPMA flat shields, or for surface decoration or protection) contrary to the base raw materials in granulate form of the other technologies we met.
With this technique we accomplish a change of shape, from bi-dimensional to three-dimensional.
We are talking about a process which, although it can be automated, requires a certain manual labor according to the shapes and the dimensions of the pieces to be produced.
It is possible to create objects whose dimensional limit in width is given by the extruded sheet which, as we have already highlighted (C.C n° 1) can reach 2.0 – 2.5 meters.
The length in extrusion, as we know, is not a limit.
The limit is given by the thermoforming machine and the handling of the finished part.
What can be done with this technology?
Thermoformed products are used today in a very wide field:
- Containers of various shapes, sizes and depths
- Components for internal and external parts of vehicles
- External car accessories
- Interior of refrigerators
- Shower cubicles and bathtubs
- Body parts of agricultural machinery
- Disposable cups and plates
The materials used are 80% Amorphous and of these, a large part are made up of PC, ABS, HIPS resins, etc…
The pressures and temperatures used are quite low compared to other conversion methods that we have already presented (e.g., injection, extrusion).
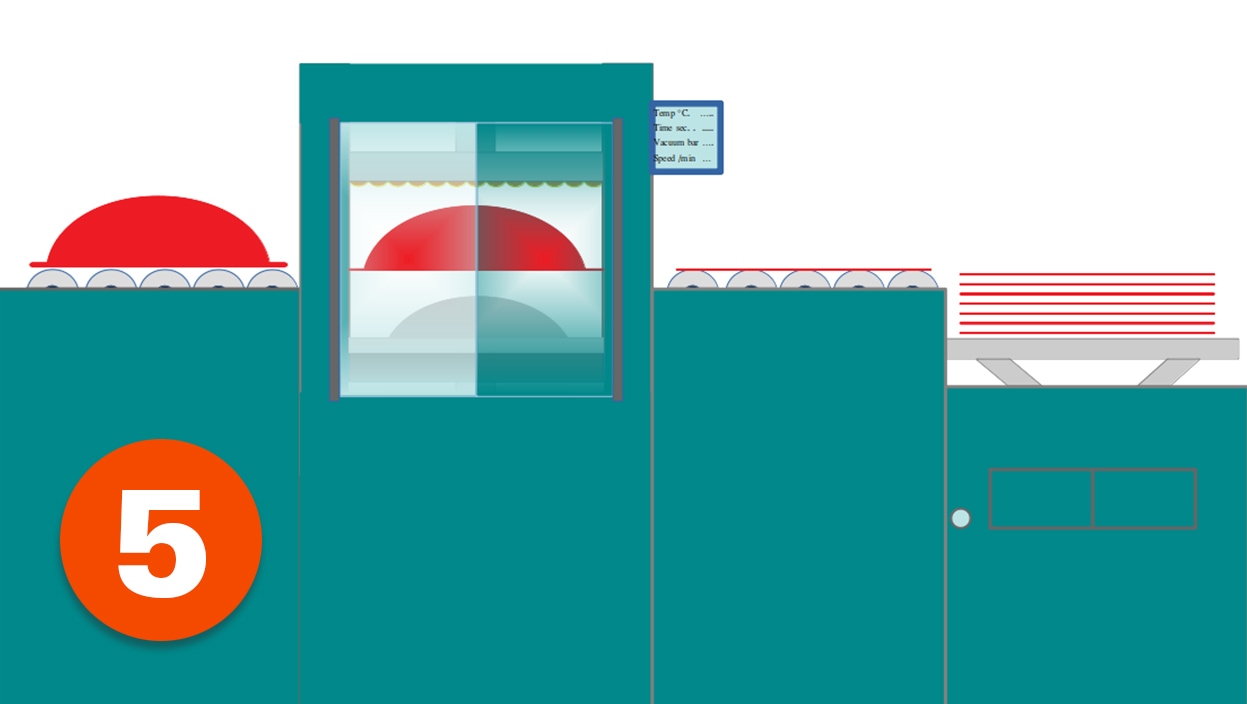
The process
In summary, the process is based on six standard steps:
- loading of the semi-finished product,
- heating,
- forming,
- cooling of the part,
- extraction of the part,
- finishing the perimeter and the part.
1) The semi-finished product, made of thermoplastic material can be used in the form of:
- film (thin film): thickness up to 0.2 mm
- thin or thick film: thickness between 0.2 mm and 2 mm
- sheet: thicknesses greater than 2 mm up to over 10 mm
2) The semi-finished product is positioned on a suitable frame in the machine and is blocked along the perimeter by a mechanical jaw fixing systems.
The positioning of the sheet can be done manually or by means of an automatic dragging system, or with a robotized system equipped with vacuum suction cups, as happens with glass sheets.
3) The two sides of the surface are heated homogeneously, or in a differentiated distribution, with various techniques:
- electrically heating resistors,
- infrared elements, or
- heated plates directly in contact with the material.
4) Once the typical softening temperature of the selected polymer is reached (generally from 140 ° C to 240 ° C), the sheet is brought to adhere to the mold by the action of the vacuum created by small air evacuation holes created in the tool.
Sometimes it may be necessary to use a punch that “pre-stretches” the sheet in order to deform it where it is most needed and thus make the action of the vacuum easier.
Sometimes the pre-stretch can be obtained through air pressure which, by giving a curvature to the sheet, increases its surface favoring the subsequent phase of true forming.
5) After a temporary cooling period, the piece that has become solid can be handled, released from the mold manually or automatically and subjected to further finishing processing.
6) The perimeter “waste” remains unscathed from the forming phase, therefore still with the original thickness of the sheet or film.
It is mechanically removed from the piece by hand or automatically and set aside to be recycled and returned to production without difficulty.
Or it can be sold to recycling companies, who are happy with it on account to the high residual quality of the material.
When the product comes out of the mold it is completely intact (to obtain the vacuum effect it cannot have openings); it is then sent to the post-processing process or processes.
The finishing work is actually as important as the forming itself.
Fixing holes, or cut-through milling (e.g. to create cooling air intakes for medical or agricultural machines), or simply aesthetic finishing, may be obtained using drills and drilling cutters.
The pieces may be also lacquered or painted over, to achieve the aesthetic value of a metallic body part.
When should we choose thermoforming as a production technology?
For more technical applications, the choice becomes almost natural when:
- we are facing large dimension parts (e.g. a bathtub or a roof ski container for cars);
- the production per year is around 5000 – 6000 pieces (for larger productions, compatibly with the size and
complexity of the piece, it is certainly useful to make a comparison with injection); - the weight/surface ratio of the piece remains within the limits allowed by technology;
- snap-fasteners are not required to be integrated into the piece;
- the models of the object can change while remaining within the same general dimensions;
- although for very small pieces there is not a real convenience, a case on its own is represented by disposable plates, glasses and trays. The large size of the sheets (up to 4mt2) allows to produce dozens of pieces at a time with a certain speed. The molds in this case make the difference because they give the shape and, at the same time, cut each single plate, thus reducing the recovery time of the pieces that can be automatically stacked by robots connected to the machine.
The equipment
The thermoforming molds can be made from various materials, also quite inexpensive, such as wood, for example.
Or fiberglass or, for very technical pieces and with high class finishes, in Aluminum.
Within certain limits it is possible to obtain pieces with undercuts, taking advantage of the elasticity of the material for extraction from the mold. In other more severe cases, or in presence of more fragile materials, the mold can be prepared with ad hoc movements to free the parts engaged in the undercuts.
The main advantages of the thermoforming technology are:
- Possibility to produce large components with surfaces up to 4 m2
- Producing even heavy objects (up to 125kg)
- Producing objects with thicknesses from 0.05 to 12mm
- Reduced mold costs
- Possibility to produce even small series
- Low costs even in the case of frequent color changes
- Multi material applications
- Possibility to pre-decorate the visible surface of the sheet
- Possibility of inserting metal inserts in the part*
* The inserts are positioned in the mold and wrapped in the hot material, which incorporates and anchors them.
Some disadvantages of this technique
- The need to always finish the component by removing excess material
- Management of the scrap
- Difficulty in obtaining uniform thicknesses
- Difficult to guarantee homogeneous temperature control
- Strong dependence on the quality of semi-finished products (sheets or films) often purchased from external suppliers.
Also in this case the raw materials play an important role for the final quality. The choice of the supplier becomes therefore strategic.


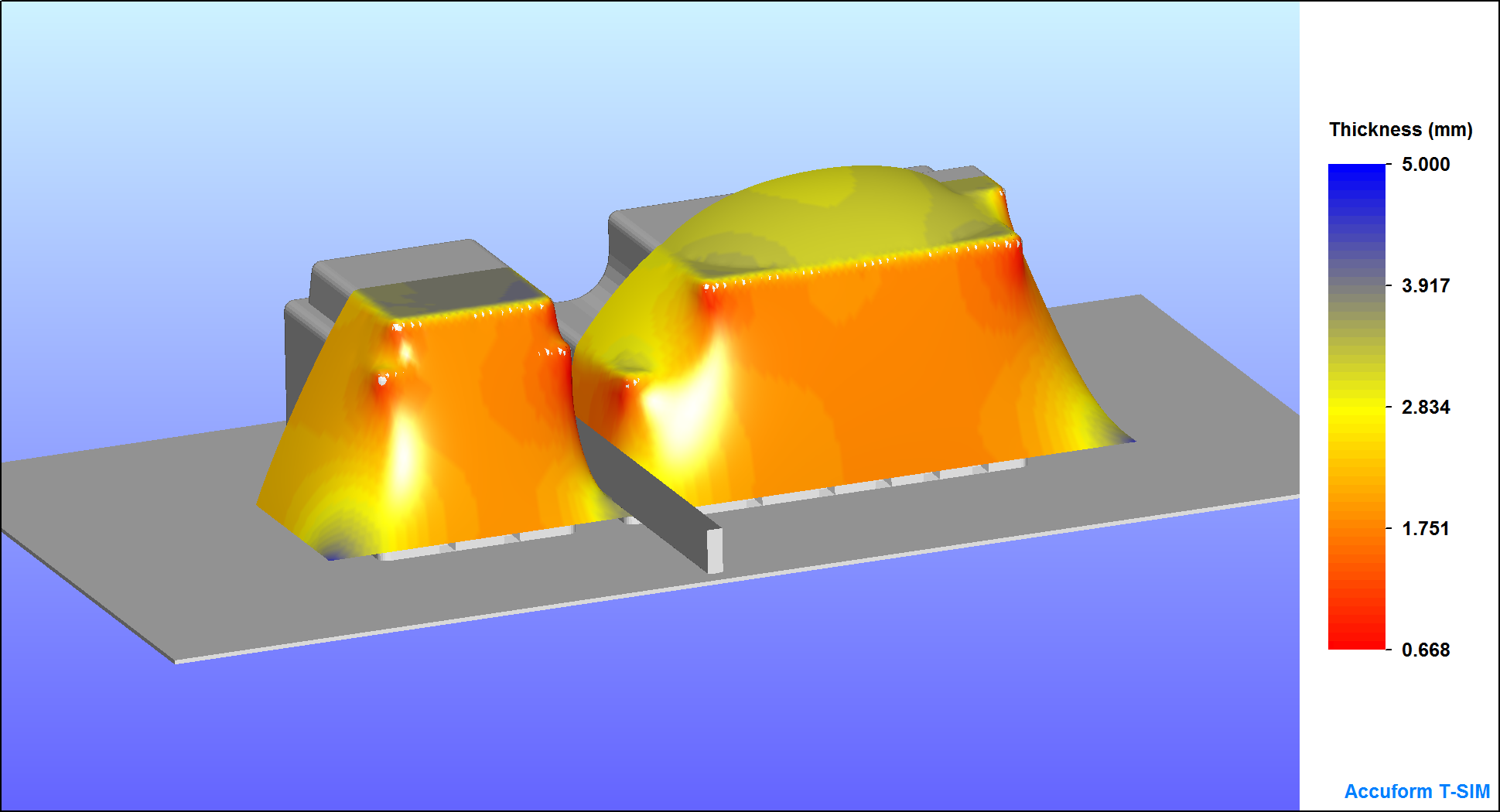

Computerized simulation allows to see how materials distribute in the mold during the thermoforming process.
By Engr. Marco Bissoli
Marco Bissoli is an expert engineer in polymer processing technologies, structural analysis, thermal and CFD (Computerized Fluid Dynamics Analysis). Gambit Srl performs: simulation of polymer conversion processes (injection molding, extrusion, thermoforming and blow molding), structural analysis (linear, non-linear, static, dynamic, impact and vibration), thermal analysis (stationary and transient), CFD. It organizes and offers training courses on polymer processing technologies (injection molding, extrusion, thermoforming and blow molding) and on the adopted materials.
Share the article on your favorite social:
Did you find the article interesting?
 (No Ratings Yet)
(No Ratings Yet)
Are there any topics you'd like to see covered in this blog?
Your comments and requests are important to us: write them in the space below, it's available to you!